Anycubic Kossel Marlin flow calibration
After extruder calibration you should calibrate material flow.
It is possible that without flow calibration you printer will be over extruding and your print quality will be bad.
You can easily modify it in your slicer, such as Cura.
1. Download cube stl file
Click on the picture and download a 25*25*25 mm cube.
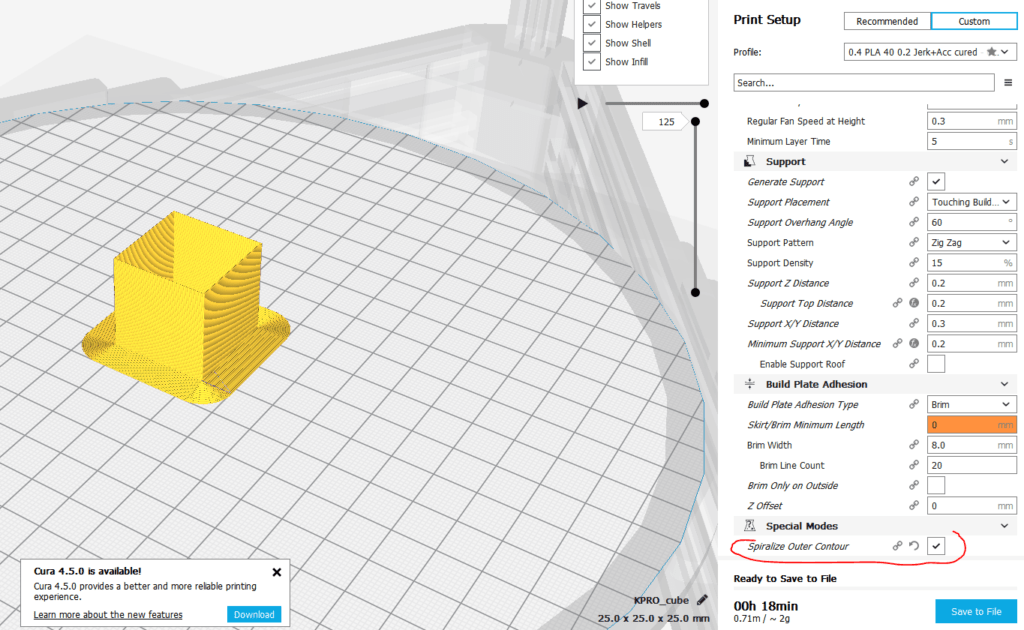
2. Slice it with a vase mode on
Open the cube in your slicer program, I use Cura as you can see from the screenshot.
Turn on the vase mode – Spiralize Outer Contour in Cura.
3. Print it
Make sure that your first layer is well calibrated and print the cube.
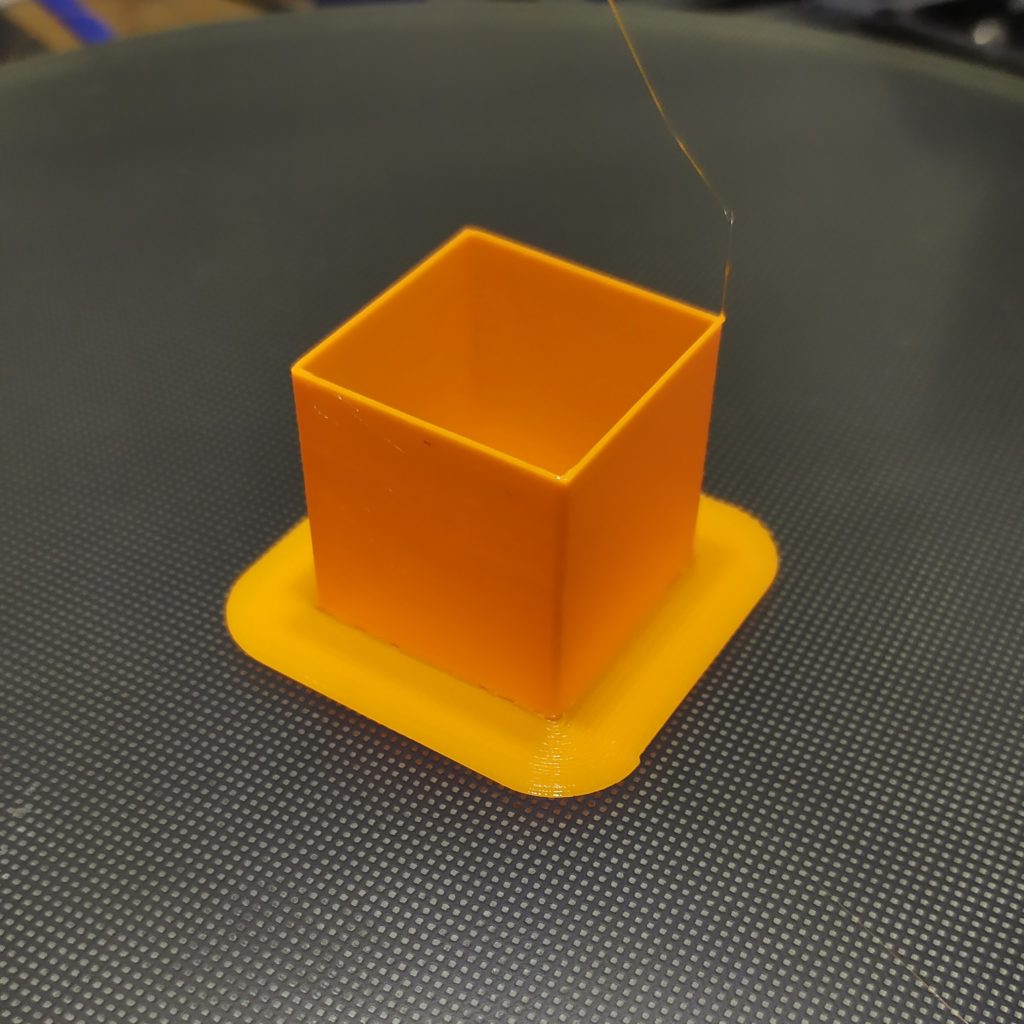
4. Measure wall thickness
Use as precise tool as you can and measure wall thickness at different places on all sides.
Calculate average value, in my case 0.5 mm.

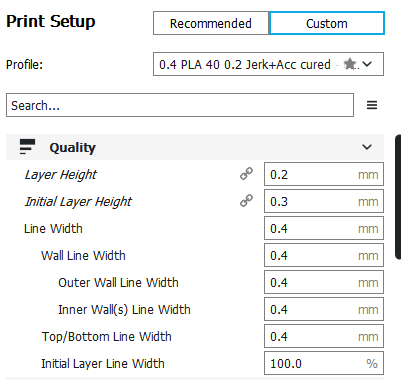
5. Check your line width
Open your slicer and look for a Line Width value. If you have a 0.4 mm nozzle, this value should also be 0.4 mm.
Please note that some sources use 0.48 mm instead of 0.4 mm for ideal wall thickness.
If you will experience any problems with underextruding after thi calibration, recalculate the flow value with 0.48 mm instead of 0.4 mm.
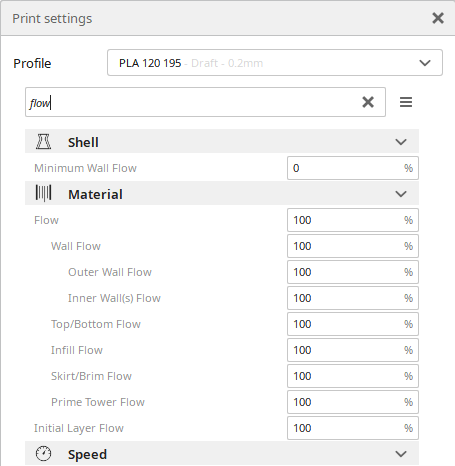
6. Look for a material flow settings
Find your material flow settings, you will need that number later.
6. Calculate new flow settings
For example:
Your average wall thickness value is 0.5 mm
But it should be 0.4 mm
Your material flow is 100%
New material flow = flow * (wall width / measured value)
A little bit of math:
New Flow = 100 * (0.4 / 0.5) = cca 80%
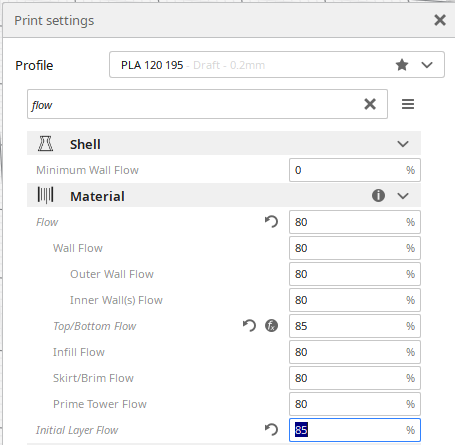
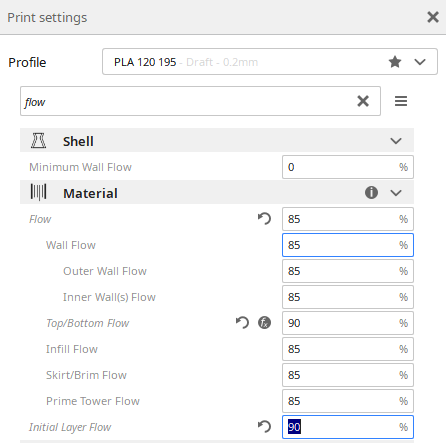
7. Modify and save new flow value
Locate Flow settings in your slicer and insert new value.
I always add at least 5% more for the initial layer.
8. Print a whole cube
You should always test your new settings.
Print the whole cube or another calibration model and verify results.
It is possible that your measurements were not so precise and you will need some more tuning
From my experience I have always calculated flow value which was cca 5% smaller – you can see that from gapes between lines.
So in my case, my ideal value for PLA is cca 85% flow for the initial and top/botoom layer and 90% for the rest of them.





Kia ora,
I see your profile is not one of the Cura standards. I was wondering if you could please upload your Cura profiles for reference.
Ngā mihi,
Tom
Hi, it is +- standard.
I just changed acceleration to 3000, speed and jerk to 8 mm.
Hi Lukas, I gues the STL link after that first image is broken…
Thank you!
Solved, it should be working now.