Anycubic Kossel Klipper delta calibration
Calibration | Klipper | Kossel
After flashing Klipper, it is necessary to perform a delta calibration.
Delta calibration will probe multiple points on bed and calculate rod length, tower angle, z height and other delta variables.

Open OctoPrint and connect to printer.

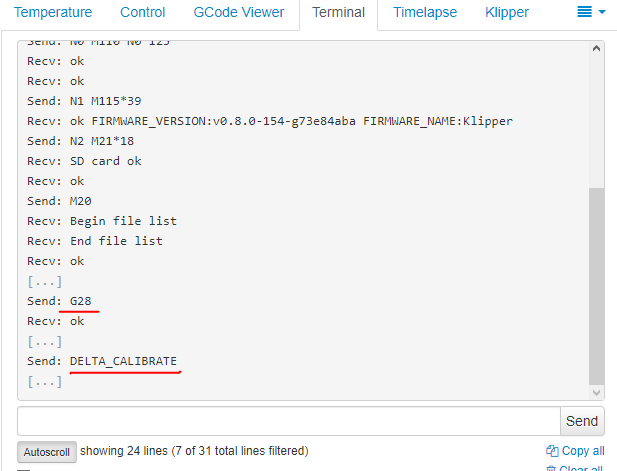
Open Terminal and send home command:
G28
Send this command after the printer homes:
DELTA_CALIBRATE
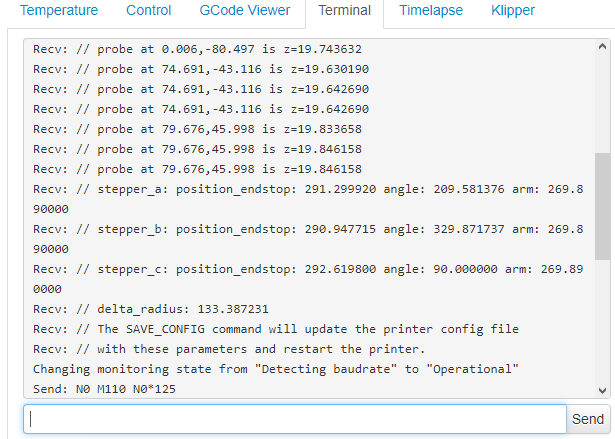
After a succesful delta calibration, you will see all values in a terminal window.
As you can see in the picture, it consists of three parts:
probe at x y is z
This tells you Z height at each probing point at X, Y coordinates.
stepper_a/b/c position_endstop : angle: arm:
stepper a = x tower, stepper b = y tower, stepper c = z tower
position_endstop – tells you distance between bed and end stop
angle – angle between tower and cartesian coordinates
arm – arm lenght
delta_radius
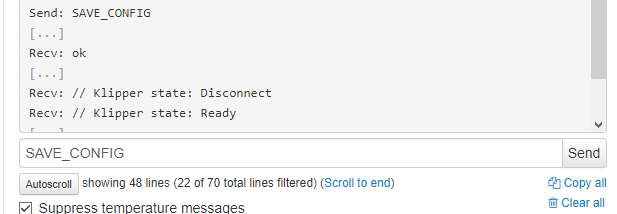
To values with this command:
SAVE_CONFIG



Ahoj, díky za tvé návody, je tu spousta informací co mi pomáhá při kalibraci upraveného Predátora.
Dokázal by jsi mi ale prosím poradit u kalibrace?
Při zadání auto delta kalibrace na Klipperu se mi spočítají jiné délky ramen. (Nemám zkrátka po kalibraci stejnou délku ramen u všech stojných noh) Což je ale celkem problém, rád bych zadal, aby délka ramen byla neměná (v tomto případě 440mm) ale SW si data vždy uloží po svém a mnou nastavené hodnoty v printer.cfg vyignoruje.
Může být problém v špatně složeném rámu nebo by mi mohla pomoci ruční kalibrace s papírem a tryskou?
Jinak používám klasickou sondu s mikrospínačem.
Díky
Ahoj, to je spise otazka primo na vyvojare Klipperu.
Ahoj, našel jsem doma jedno rPi zero a skouším zprovoznit Klipper ale nedaří se mi nakalibrovat tiskárnu. Když zadám DELTA_CALIBRATE, extruder začne klesat ale zastaví se cca 10cm nad hotbedem a mainsailo napíše:
Probe samples exceed samples_tolerance
probe at -0.000,0.000 is z=31.933995
probe at -0.000,0.000 is z=29.983995
Nevíš kde je problém?
Ahoj, podle me mas spatne typ sondy.
Tohle znamena, ze sonda triggerovala v tech dvou vzdalenostech a rozdil je mezi nimi takovy, ze nema smysl takovou kalibraci pouzit.
Zkontroluj si typ sondy (pred pin sondy staci dat ! nebo odebrat), pak to vyzkousej.
Přidal jsem před probe pi ! ale moc to nepomohlo, teď to píše: Probe triggered prior to movement
I don’t know if this is the right place to ask this, but I am trying to change the height at which the first layer is printed but can’t seem to get it working. I tried editing the probe z_offset in the config file (although I suspect that this is something unrelated), and I tried the probe calibrate routine.
Am I doing the right things?
Hi, it is the right place!
You have to recalibrate the printer after changing the z_offset.
Read my Klipper macro article.
I had become lazy to change the value and recalibrate the printer, so I found out two options:
Z offset in Slicer
Z offset macro.
I use the z offset macro, but you must call the macro after every reboot.
After finishing the DELTA_CALIBRATION and PROBE_CALIBRATE, my Z offset it still not correct. When I run the commad “G1 Z0”, the nozzle stays up in the air about 10-12mm above the plate.
When I did the manual calibration, it touched the plate on Z0.
Thanks
Hi, there is a bug in Klipper.
Both calibrations work well, but….
You need to take the probe value from calibration values, copy it, paste it into the probe value in the printer.cfg configuration section and undefine it.
Klipper does not use probe value from calibration, it need to be modified in the configuration after calibration.
Do this and perform automatic delta calibration.
Thanks a lot for all the info about Anycibic Kosell. I started to install Klipper and get it working.. When I calibrate, I get the following error!
Send: G28
Recv: ok
[…]
Send: DELTA_CALIBRATE
Recv: !! Probe triggered prior to movement
Recv: ok
[…]
Send: G28
I went ahead and did manual calibration. Then it does not print well.. looks like it is printing in only one layer.. not raising at all..
thanks in advance
Hi, your problem is probably wrong probe type.
Check it and change it in the FW.
Thanks. The probe is the issue. Loose connector!
i got this message what shoud i do?
Recv: // Starting manual Z probe. Use TESTZ to adjust position.
Recv: // Finish with ACCEPT or ABORT command.
Recv: // Z position: ?????? –> 5.000 <– ??????
[…]
Recv: // Unknown command:"PROBE"
[…]
Recv: !! Already in a manual Z probe. Use ABORT to abort it.
Can you tell me more informations abour your Kossel, probe etc.?
i’m sorry , just forgot not edited the config file… for selecting the probe type…
right now my printer work like a charm thanks to your tutorial…..
Good to hear!
Wish you luck with Kossel.
Is there a way to do Delta Calibration without a probe but using the nozzle and a sheet of Paper? (just Like the G33 on MK4DUO or Marlin)
Hi, there is:
https://github.com/KevinOConnor/klipper/blob/master/docs/Delta_Calibrate.md
If i do that my probe crashes into the bed?? I used your config for the SKR 1.3 and i only changed the steppers to 2209_uart..
I use the Anycubic probe V2. Is there anything else i should change??
Yes you can.
Change your Z probe offset and check your probe type.