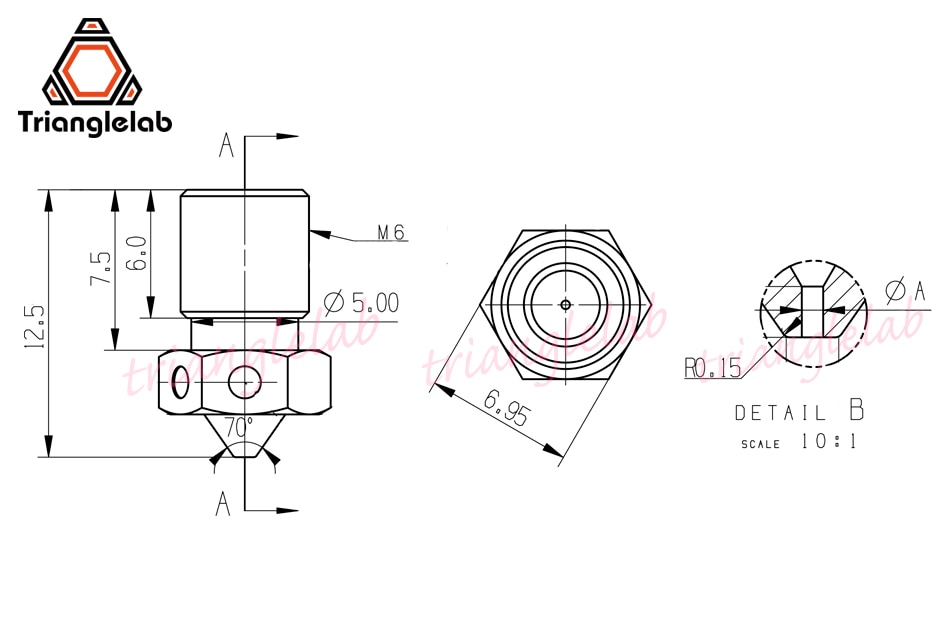
V6/V5 Brass Nozzles

High quality brass nozzles
I have been using these nozzles for years as thousands of another users. It is also recommended for DIY printers such as Voron, BLV MGN Cube and so on. It has been well tested and it is definitelly the best choice in this price range.