Anycubic Kossel Marlin extruder calibration
1. Preparation
1.1. Heat up the nozzle
Start by heating up the nozzle to your printing temperature PLA 190°C, PETG 230°C, ABS/ASA 250°C
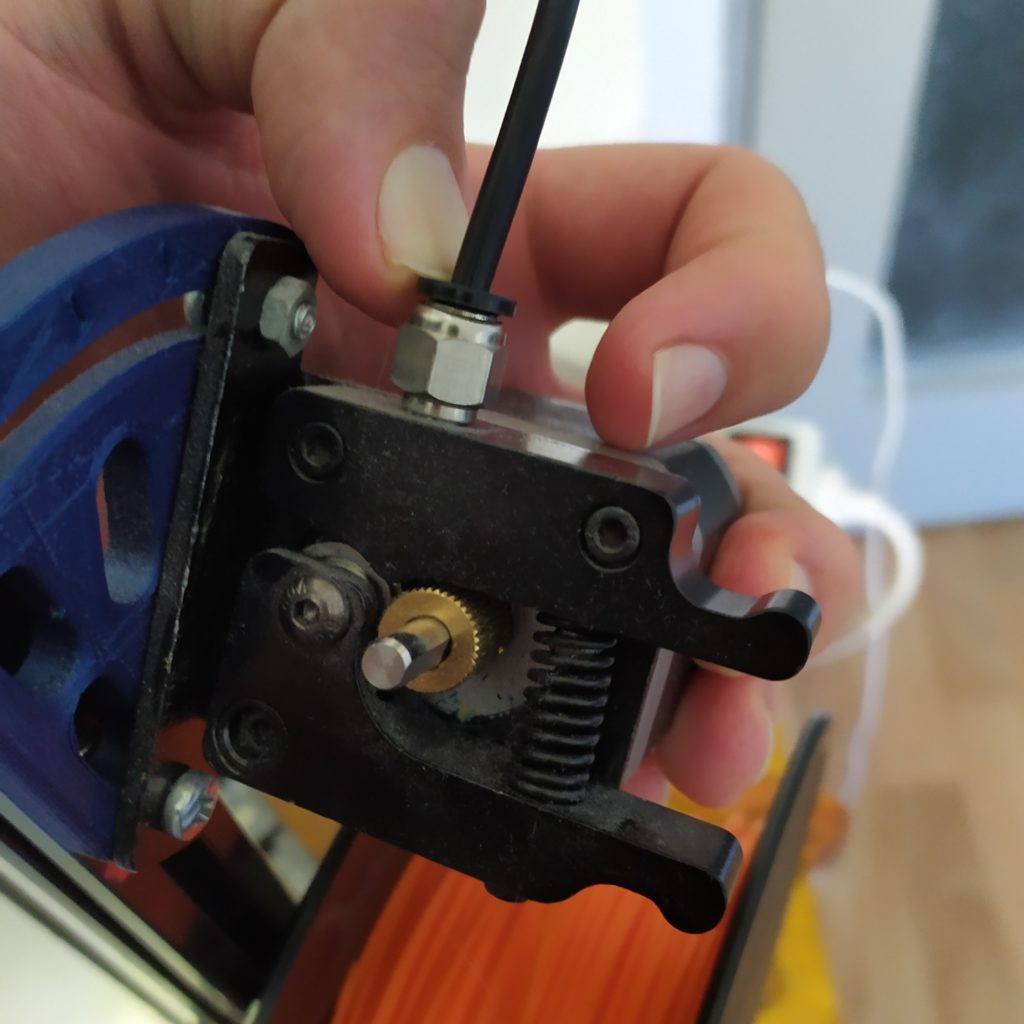
1.2. Retract filament
Push the extruder calipers and retract filament from bowden with the other hand

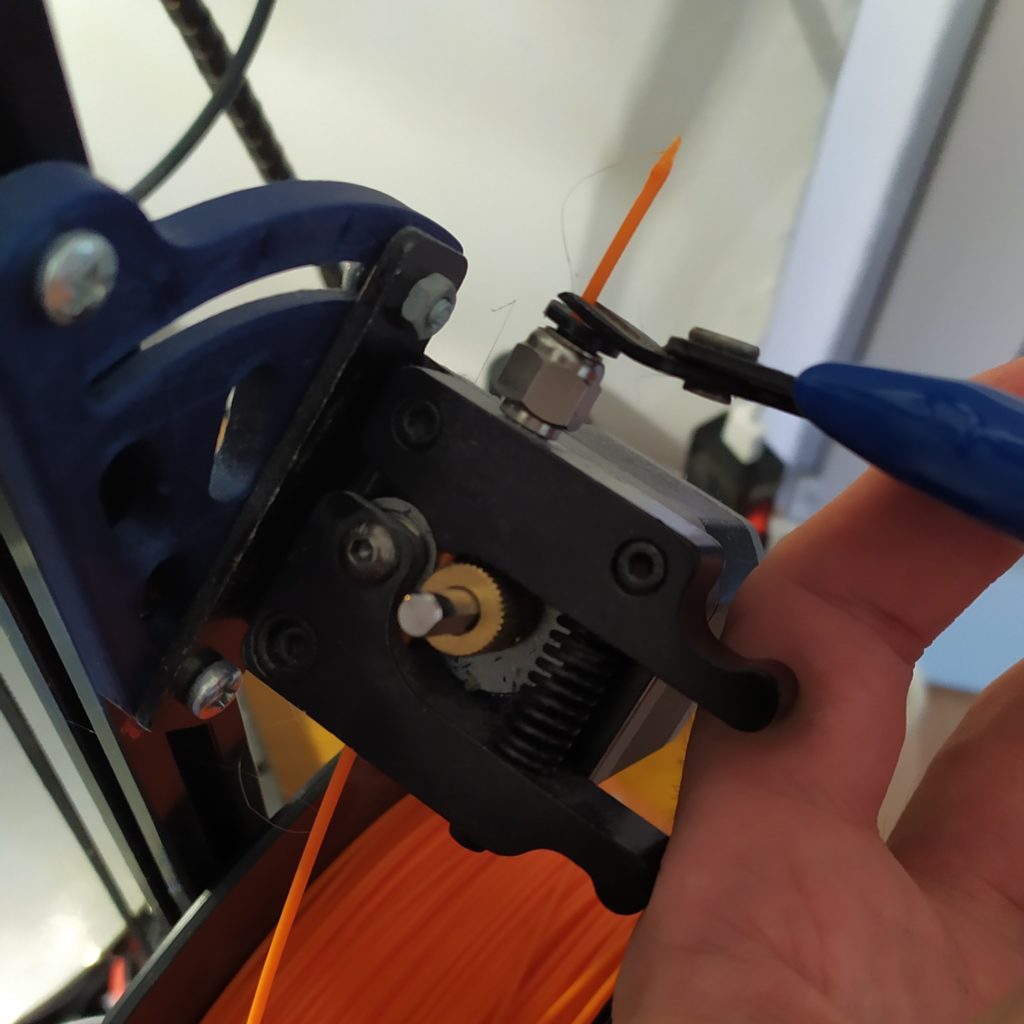
1.3. Bowden removal
Press the bowden coupler and remove the bowden
1.5. Insert filament
Cut the end of filament with pliers and insert it into the extruder
1.6. Mark/align filament
There are two good ways how to do this:
1) Use a marker and draw a start line
2) Aligh end of filament to the bowden coupler
2. Extrude 100 mm
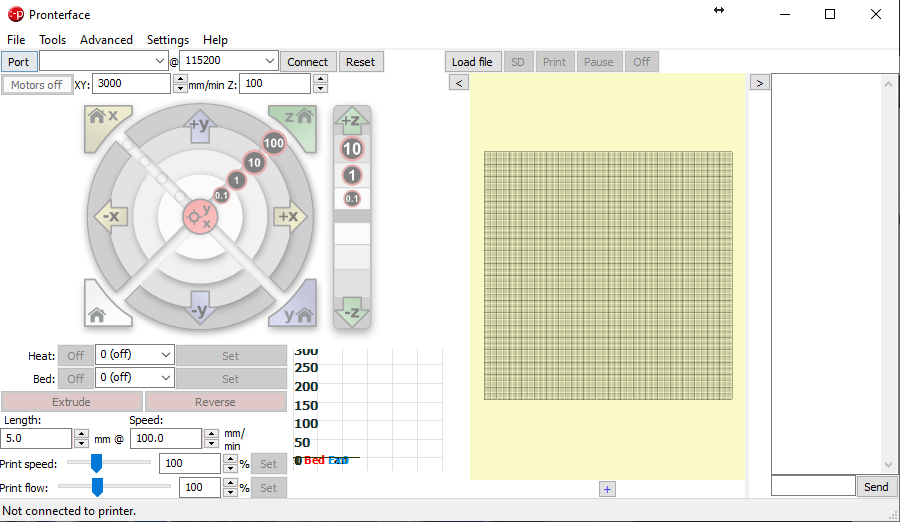
2.1. Marlin FW, Pronterface method
Start by downloading and installing Pronterface: DOWNLOAD
Connect your printer via USB to your PC, choose a port, click on Connect
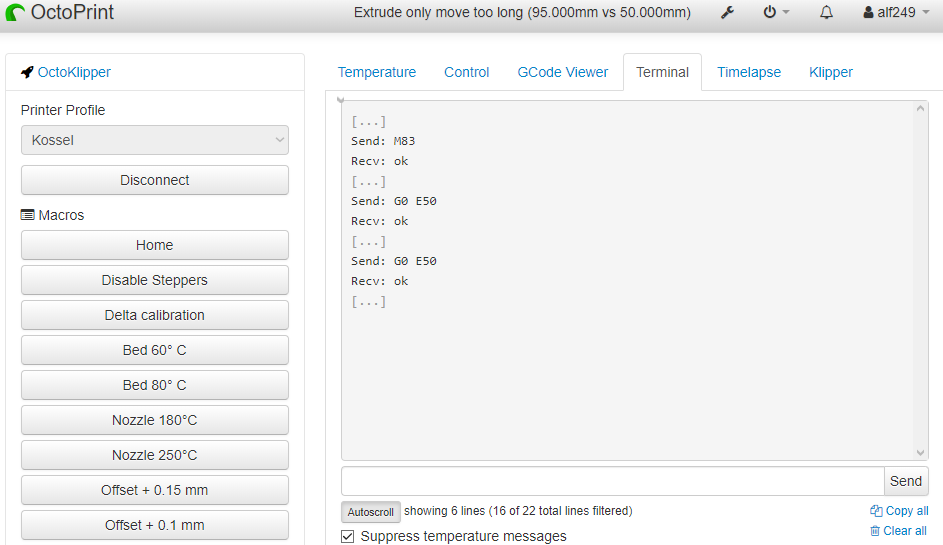
2.2. Octoprint
If you use Octoprint or Octoprint + Klipper, simply open Octoprint and navigate to Terminal
2.3. Send M83 command
This command is used to override G90 and put the E axis into relative mode independent of the other axes.
Click here for more information
2.4. Send G0 E100 command
G0 / G1 – axis movement
E100 – extrude 100 mm
For deltas you can use both G0 and G1, for cartesian printers use G1
If you use Klipper and you did not modify max_extrude_only_distance to 100 mm or higher, simply send 2x G0 E50
Click here for more information
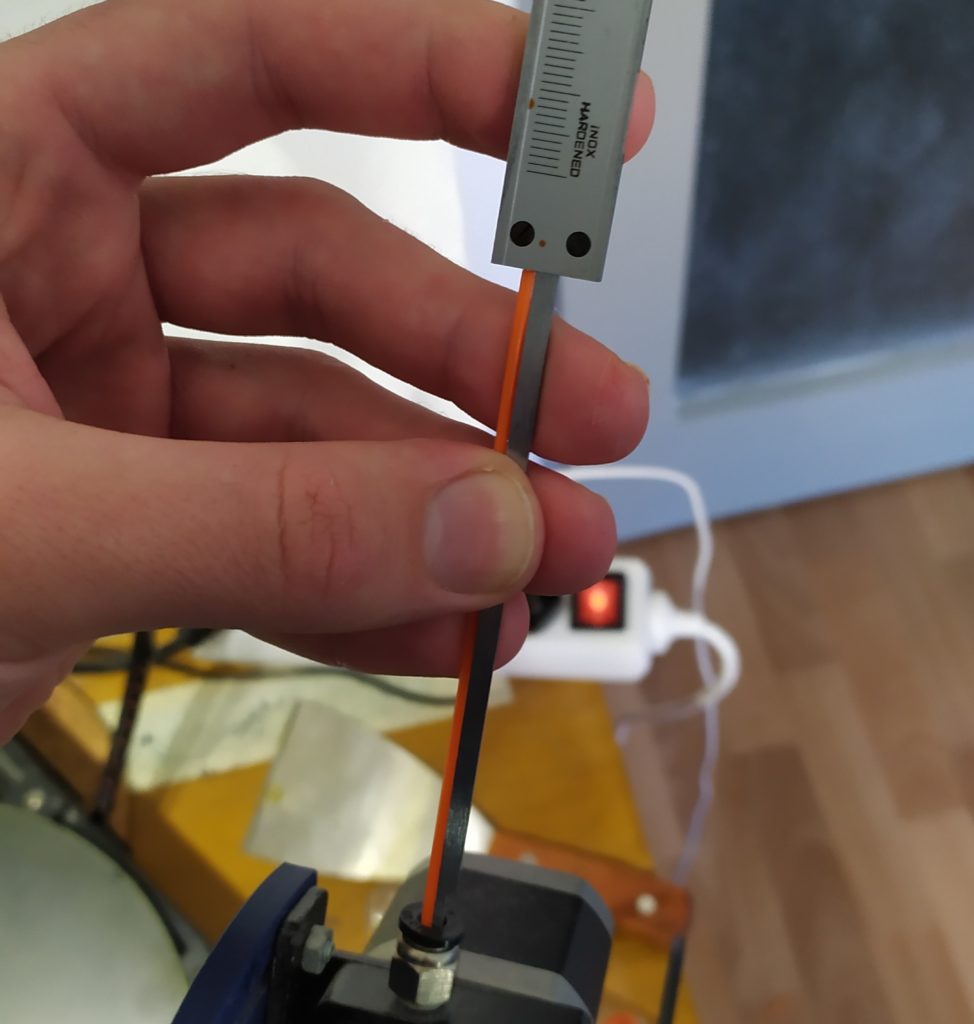
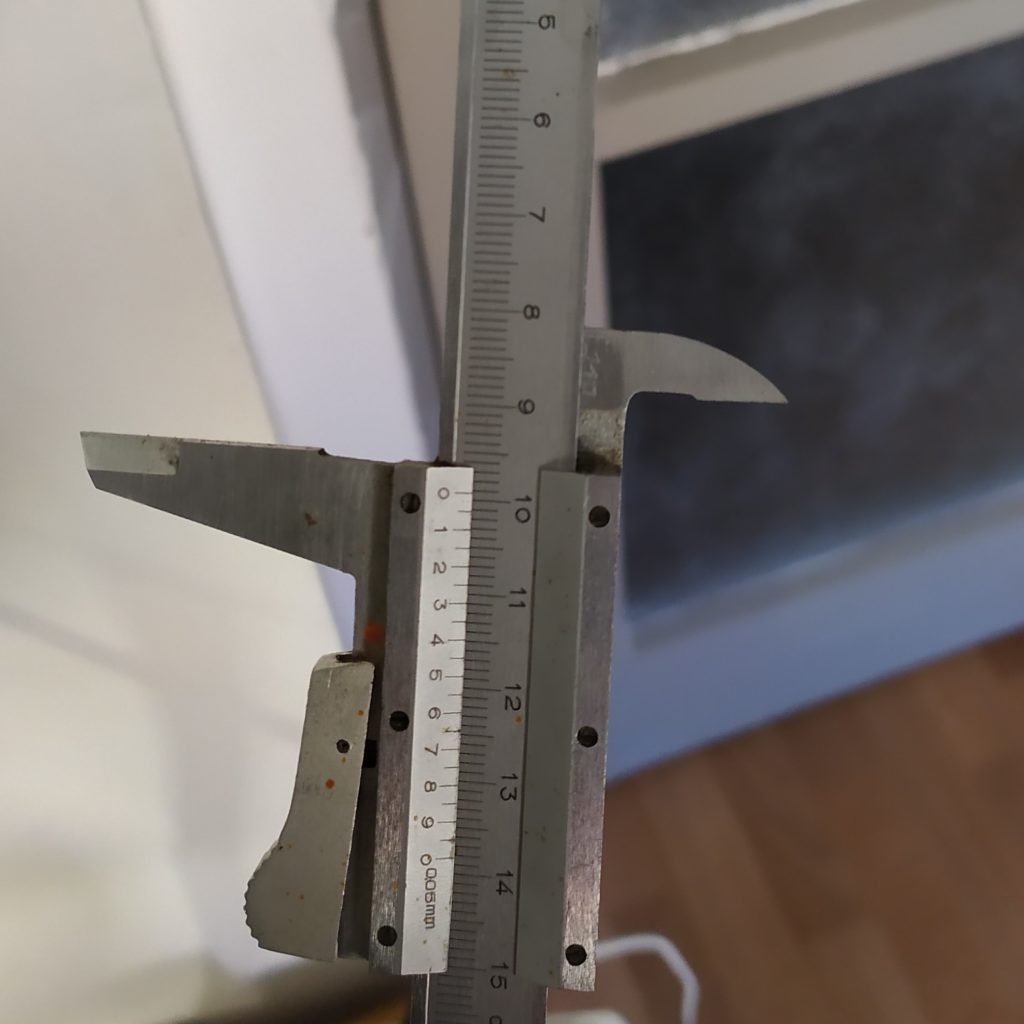
3. Measure extruded filament
This is the most crucial part.
Measure the lenght multiple times and calculate a median.
4. Calculate new steps/mm – step_distance
4.1. Marlin steps/mm
Marlin uses steps / mm which means that you have to loop up for your actual steps/mm value.
Use a pronterface and send M503 command to retrieve the value.
4.2. Marlin calculate new steps/mm
Now comes the math…
You wanted to extrude 100 mm
But you extruded only 99 mm
This means that you are underextruding and you want to calculate a new and corrected value.
New steps/mm =
Actual steps/mm x (what you wanted to extrude / what you extruded)
For example:
You wanted to extrude 100 mm
But you extruded only 99 mm
Your actual steps/mm value is 120 steps/mm
New steps/mm value = 120 * (100 / 99) = 121.212 steps/mm
4.2. Marlin save new steps/mm
Use a pronterface and send this command:
M92 E[New steps/mm value]
For the previous example:
M92 E121.212
Restart the printer, connect it to Pronterface and check if the value is the same with a M503 command.




Hi, my anycubic kossel wil not extrude at all. I have changed ptfe, heatsink, hotend, nozzle, resistance and thermistor bu tnothing works. I have reinstalled firmware, tried different spools, printed via usb cable, nohting. It seems to extrude a bit if i raize the temperature a lot and reduce speed to 70%.
Hi, is it a stock extruder and a hot end?
Common issue is replacing hot end and thermistor and having incorrect thermistor type in firmware.
But it could also be a nozzle clog…