V6/V5 Nickel Plated Copper Nozzles

Plated Copper Nozzle
This is a brand new nozzle type offering two amazing things: hardness of the surface due to the nickel plating and awesome thermal conductivity of a copper material.
This is a brand new nozzle type offering two amazing things: hardness of the surface due to the nickel plating and awesome thermal conductivity of a copper material.
These top-notch nozzles are suitable for all filament types.
They offer very hard surface which can be used with abrasive filaments and the copper material offers very high temperature limit – up to 500°C.
However I would advise you to buy a nickel plated copper ruby nozzle if you print carbon filaments often.
The nickel plating has a very high hardness, but the layer is usually very thin so It will wear out easier than a ruby or a stainless steel nozzle.
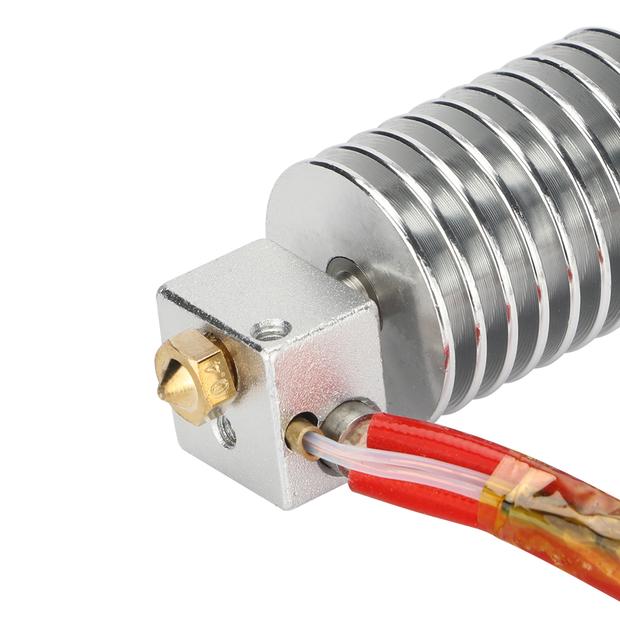
This is a standard nozzle for V5, V6, Mosquito, NF-Crazy hot ends.
It is suitable for almost every 3D printer, such as i3 Mega, Kossel, Prusa and so on…
These nozzles are usually made with these inner diameteres:
0.15, 0.20, 0.30, 0.40, 0.50, 0.60, 0.80, 1.00, 1.20 mm
Standard nozzle diameter is 0.4 mm.
The smallest usable nozzle diameter is a 0.20 mm type. You can print smaller details with a better quality.
When choosing the nozzle, please do not forget that the filament flow grows exponentially with the nozzle diameter – S = pi * (d*d)/4.
This means that your printing time will increase or decrease exponentially if you change the nozzle to another diameter from the standard 0.4 mm type.
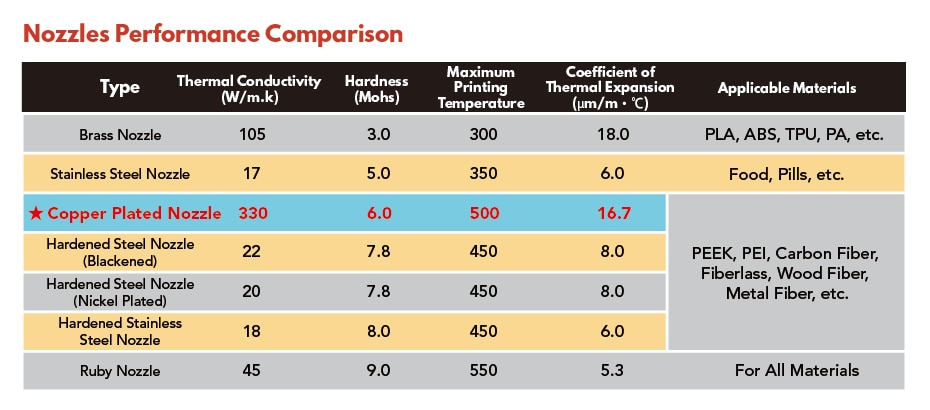
You can clearly see that the Copper Plated Nozzle offers the best of both worlds – pretty high hardness and outstanding thermal conductivity.
I would highly recommend this nozzle for anyone who wants to print as fast as possible, because the thermal losses between the filament and heater will be very small compared to other nozzle types.
Thermistors measure temperature inside the hot end, not in the nozzle.
The nozzle is pernamently being cooled down with a flowing filament and the inner surface of the nozzle will always be smaller than the temperature of the hot end.
This copper nozzle is even better than a stock and the most common brass nozzle and it is possible that you could print with a lower temperature and with a higher material flow.
If you have ever wondered what a hot end “hot tightening” means, have a look at a thermal expansion coefficient in the table above.
Most of the known materials are known to expand their dimensions while heating up.
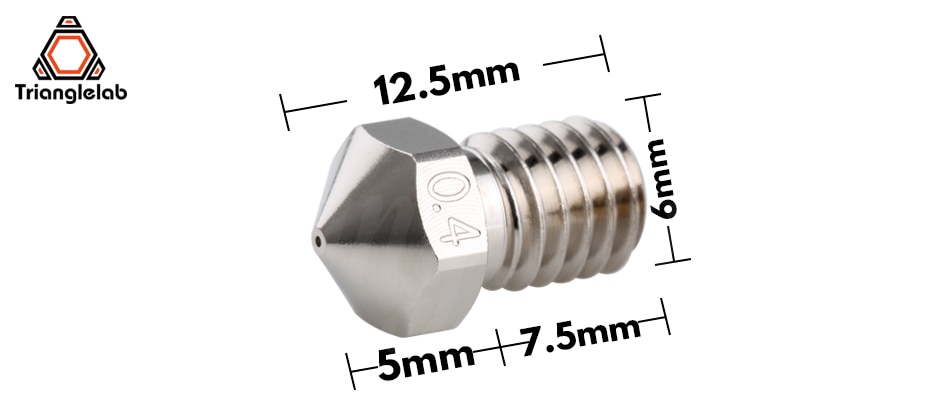
In our case V6 nozzle should theoretically expend (get longer in Y dimension) after heating up from a room temperature of 20°C to 240°C (PETG for example) to:
12.5 * (240-20)*16.7*0.000001 = 0.0459 mm.
Heat break expands too, but not so much due to the lower temperature and lower thermal expansion coefficient.
It is always better to re-tighten the nozzle after heating up to the printing temperature, but usually thermal expansion takes care of that.


{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}